
Compression
Molding
Home / Press Applications / Compression Molding
Custom Machinery For Composite Forming & Molding
Compression molding is a process used to manufacture structural and functional components by applying controlled force and often heat to material placed within a matched mold, or in some cases, directly between heated platens. The process is widely used for composites, thermosets, thermoplastics, rubber, and advanced materials where part strength, dimensional stability, and surface quality are critical. Compression molding supports both low-volume R&D and high-volume production, making it suitable for simple components as well as large, complex structures. It is commonly used in aerospace, defense, space, medical, construction, automotive, energy, and industrial applications.

Compression Molding Press Design Factors
Compression molding press design is driven by a defined set of process and production variables. These considerations influence actuation type, press size, force capacity, thermal systems, controls, and overall system configuration. Key process considerations include:
Platen Size
Platen dimensions are determined by part size, geometry, mold size, and overall mold configuration (single part vs multi-part molds).
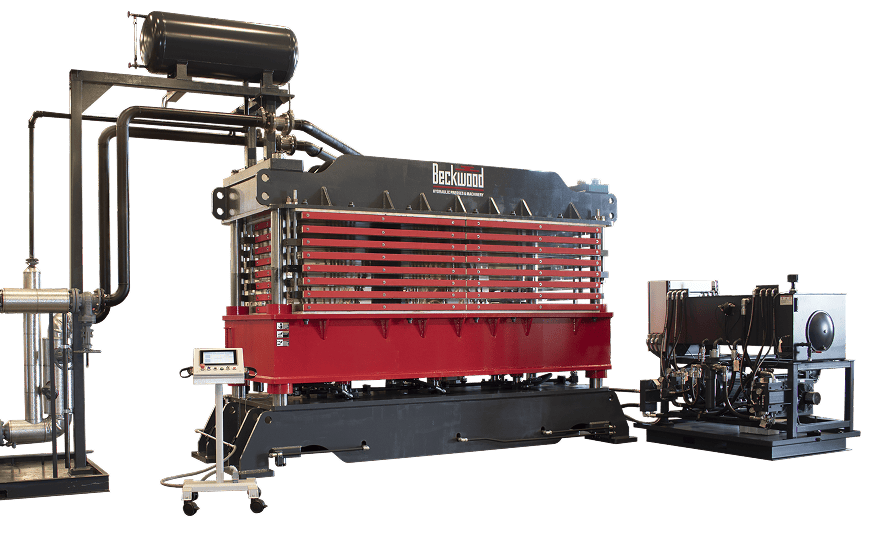
Single-Cavity vs Multi-Cavity
Throughput requirements, cycle time, and part complexity determine whether a single-cavity or multi-cavity press configuration is appropriate. A stacked multi-cavity configuration can be advantageous to increase throughput at a fraction of the cost keeping the overall tonnage requirement the same. This can be anywhere from two cavities to up to twenty cavities. Multi-cavity configuration is commonly used for flat sheets supported by a caul plate with fully or semi-automated loading and unloading.
Required Force & Pressure Distribution
Total press tonnage is defined by the required pressure (PSI/bar) applied uniformly across the effective mold or material area. This required PSI, not to be confused with hydraulic system pressure psi of generally ~3,000psi or ~5,000psi, will vary depending on material:
- Low pressure applications (25 – 200psi): Used when the goal is consolidation, shaping, or clamping and excess pressure could damage material structure. Examples include low-density foams, certain elastomers and seals, or some prototype composite applications.
- Moderate pressure applications (200 – 1,000psi): Common for rubber molding, thermoset composites, SMC, BMC, and many aircraft interior panels and structural composites. This PSI range is widely used for a large percentage of applications in aerospace, defense, and industrial composites.
- High pressure applications (1,000 – 5,000psi): This range will be used for some thermoplastic applications, high-fiber volume composites, UHMW-PE, and structural parts requiring high consolidation and surface finish.
- Very High Pressure (5,000 – 10,000psi+): This pressure range is less common and used for specialized applications for certain medical or defense applications such as armor components.
Platen Heating Method
Heat is often required to support material flow and curing, which can be accomplished by heating the molds, the press platens, or both in some cases. Heating methods can include electric, hot oil, water, or steam systems. The heating method for a given system is selected based on temperature range, uniformity requirements, ramp rates, and existing facility infrastructure and layout.
Platen Cooling Requirements
Certain materials and processes require controlled platen cooling to stabilize parts, reduce cycle times, or support specific thermal profiles. Integrated cooling circuits may be necessary depending on material behavior and production objectives.
Cycle Profile & Thermal Ramp Rates
Press controls and overall design must support appropriate close speeds, dwell times, pressure ramping, heating/cooling ramping, bump or degas steps, to match material characteristics. Improper motion or thermal profiles can negatively impact part quality, cycle time, and mold life.
Material Handling & Mold Changeover
Part size, mold weight, and production volume influence material handling methods and changeover requirements. Press systems may be designed to accommodate cranes, carts, QDC molds, or automated handling systems.
Integration with Supplemental Equipment
Compression molding presses may need to integrate with additional process equipment such as vacuum systems, resin injection units, mold/part temperature monitoring, auxiliary heating or cooling systems, and data acquisition or monitoring platforms.
Beckwood Compression Molding Capabilities
Beckwood engineers and manufactures custom hydraulic and servo-electric press systems designed specifically around compression molding requirements. Each press is engineered to support the material requirements, molds, thermal profile, and production objectives of the application. Capabilities include:
Advanced Controls & Cycle Programming
Step-by-step programming of close speeds, pressure ramping, dwell times, heating & cooling ramps or bump/degas cycles support both R&D development and optimized production runs. Equipped with data acquisition, all cycle process variables can be recorded and collected as needed.
Rigid Frame & Platen Design
Our frames are engineered to meet deflection targets under full load, supporting platen parallelism, uniform pressure, and sheet flatness as required.
Flexible Heating & Cooling Integration
Beckwood supports a wide range of platen heating methods driven by customer preference or material/cycle requirements. Electric, hot oil, water, or steam heated platens can be provided along with heated mold integration if needed.
Active Level Control (ALC)
Beckwood’s ALC technology will ensure parallelism (within ±0.005” across the working area), regardless of off-center load conditions.
Material Handling & Mold Change Solutions
Press configurations are designed with shuttle load/unload (single or multi-cavity), cranes or quick-die change for an ergonomic, safe, and timely transition.
Equipment Integration & Layout Considerations
We design for seamless integration with vacuum systems, resin injection units, temperature monitoring, data acquisition, and other process specific equipment. This comes through collaboration with customers to align press design with facility layout, utilities, and future expansion or automation requirements.
Compression Molding Press FAQ
What materials are commonly processed using compression molding?
Compression molding is commonly used for composites, thermosets, thermoplastics, rubber, elastomers, foams, and other advanced material systems depending on application requirements.
Is hydraulic or servo-electric better for compression molding?
Hydraulic presses are often preferred for high-force applications and processes requiring heated platens or long dwell times. Servo-electric presses are the ideal solution for lower-force applications (typically under ~100 tons) where precise motion control, energy efficiency, or clean operation are priorities.
Can compression molding presses be automated?
Yes. Compression molding presses can be integrated with automation systems such as material handling, robotic loading and unloading, mold release spray, mold transfer, and process monitoring to improve consistency and throughput.
What industries use compression molding presses?
Beckwood compression molding press systems are used across aerospace, defense, space, construction and infrastructure, medical, automotive, energy, and job shop manufacturing environments. Visit our industries page for a closer look.
Can Beckwood customize a press for my compression molding application?
Yes. Beckwood specializes in custom-engineered press solutions and works directly with customers to design compression molding presses tailored to specific materials, tooling, production volumes, and regulatory requirements.