






“The five-post, dual-ram press has eliminated three steps from our production cycle.” – Doug Bruce, President and Owner, Osmundson Manufacturing Co.

Osmundson Manufacturing Company is a leading supplier of tillage tools in the agricultural industry and the only U.S.manufacturer of disc, seeder, and coulter blades. They have been in business for over 100 years and accredit that tenure to innovation and the ability to uniquely serve their customers. As a leader in the industry, they export parts worldwide. Customer demand uncovered the need for a new hydraulic press that would allow them to increase production, decrease steps in their overall process, and reduce waste.
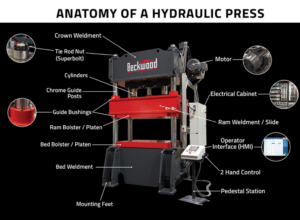
Beckwood’s application engineers designed a custom 150-ton, 5-Post, dual-ram press with the ability to fixture quench the forged part while inside the press. Previously, parts were formed then placed in a quenching tank – which would often cause warping and increased scrap rates. The newly designed press allows the part to be quenched as it is being formed – eliminating the individual quenching step, additional quality check, and scrap due to warping.
The press also features multiple valve configurations, three pressing speeds, and programmable tonnage control.
When asked about the press, Doug Bruce, President and Owner of Osmundson, said “The size and configuration of the press requires fewer steps and less motion from the operators. The machine’s small size means an operator doesn’t have to reach far to run both sides of the press. It’s been a nice upswing for us. The ability to form and fixture-quench the part at the same time has eliminated three steps from our production cycle.”
| Quick Facts | |
|---|---|
| Application | Hot forming and fixture quenching |
| Bed Size | Two forming areas, each 36″ X 36″ |
| Fast Approach | Up to 616 IPM |
| Other Details | – Dwell capability – In-die water cooling |
| Challenge | Design a press able to increase Osmundson’s production. |
| Solution | Beckwood designed this press to have two independently operating cavities. This requires less steps and less motion from the operator allowing them to work faster and more efficiently. |
| Challenge | Create a solution to reduce the total number of steps in their process. |
| Solution | The Beckwood machine offers the ability to fixture quench the part while inside the press – eliminating the need for a quenching tank altogether. Parts can now be quenched while being formed. This process also eliminates the need for an additional quality check and the scrap associated with part warping in their old process. |
| Results | Osmundson was able to eliminate three steps from their production process and reduce waste while increasing overall production. |


