






Without the need for expensive matched die sets, this manufacturer reduced tooling costs by 70% and eliminated secondary finishing work.
An electronics manufacturer needed to reduce their cost-per-part and scrap rate of their decorative and micro-sized electronic components. Each process required precision-manufactured tooling in order to prevent the mating die halves from pinching or marring the decorative material’s surface finish, and to maintain the tight tolerances required. Despite the expensive, precision tooling, the extremely small size of the components made matched dies impractical, and the metal-on-metal contact with the tooling required secondary polishing to remove die marks.
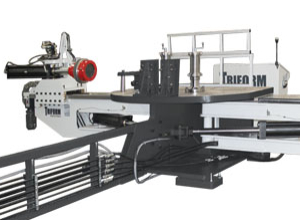
After moving production to a Triform deep draw sheet hydroforming press, the manufacturer dramatically reduced their tooling costs and eliminated the need for secondary finishing. The Triform even allowed parts to be formed with the material’s protective plastic coating intact! Since Triform sheet hydroforming presses use a flexible diaphragm to create pressure over a male form block, mated tooling is not required. The ability to precisely control both the diaphragm pressure and punch position now allows the operator to vary the parts’ radii via the recipe, without a modification to the tooling.
Thanks to the Triform press’ single tool technology, the manufacturer slashed their tooling costs by 70%! Scrap has been nearly eliminated due to the precision repeatability built into the Triform system. Plus, there is no longer a need for secondary polishing handwork associated with forming their micro-sized or decorative trim components.
Video: See how deep draw sheet hydroforming works
| Quick Facts | |
|---|---|
| Type of Press | Triform 610-20-3DD |
| Max Chamber Pressure | 20,000 PSI |
| Industry | Consumer Electronics |
| Forming Area | 6″ X 10″ Oval |
| Lower Punch Force | 125 Tons |
| Lower Punch Stroke | 3″ |
| Draw Depth Capacity | 3.5″ |
| Max Punch Tool Diameter | 3″ X 7″ Oval |
| Daylight | 9.75″ |
| Challenge | Eliminate the expense and damage caused to parts from mated dies. |
| Solution | Triform’s flexible rubber bladder acts as the female portion of a mated die, requiring only a single male tool to form a part. This single tool technology eliminated the expense, and the soft rubber bladder allowed parts to be formed without surface damage. The parts can even be formed with the protective plastic coating in place. |
| Challenge | Reduce expense associated with waste. |
| Solution | The Triform’s precision forming abilities allowing control of the bladder pressure and the punch position gave this manufacturer the ultimate in precision repeatability – eliminating guesswork and unnecessary scrap. |
| Results | This electronics manufacturer was able to slash tool expense by 70%, reduce material springback, cut waste, and eliminate secondary polishing. |


