
While the popularity of titanium has increased dramatically in recent years (especially in the aerospace, medical, & automotive industries), little has been written about how to form titanium parts accurately and efficiently. Most component manufacturers (OEMs) recognize the inherent advantages of titanium-formed parts (lightweight, strong, bio-compatible, etc) and the benefits of bringing the manufacturing process in-house. However, choosing the right process and machinery to fit their needs seems daunting.
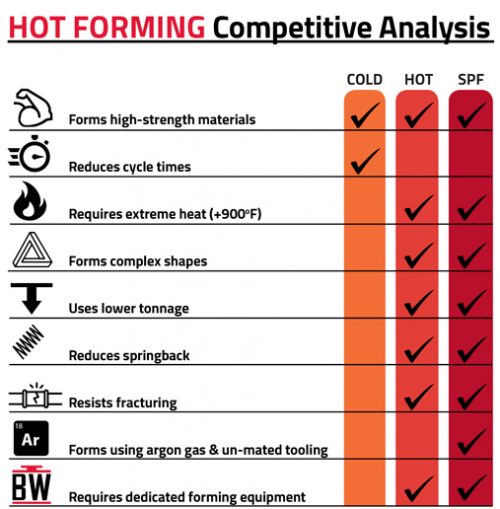
Below is a competitive analysis of the three most common titanium forming methods and recommendations for the successful operation of your hot forming or superplastic forming press.
Hot Forming Titanium
Hot forming is rapidly becoming the preferred method to manipulate titanium into complex shapes because of the multiple advantages it offers and the increasing availability of high-quality forming equipment. During the hot forming process, both the tool and blank are heated between 900°F and 1,600°F in a dedicated press to increase the malleability of the material. The introduction of heat temporarily changes the material’s forming characteristics resulting in near-net-shape parts with consistent wall thicknesses and virtually no springback or cracking.
Since the heat acts as a forming agent, tonnage requirements on hot forming presses are typically much lower than those on cold forming presses. To improve forming efficiency, additional press options like bed shuttles, insulated doors, data acquisition, and Active Leveling Control can be included in the machine’s design.
Superplastic Forming Titanium
While some similarities exist between hot forming and superplastic forming, the SPF process has its own unique characteristics. SPF uses extreme temperatures (up to 2000°F) in conjunction with argon gas to form high-strength alloys into complex shapes in a single step. During the cycle, the heated material is clamped between a cavity and a plate. The material is then forced into the cavity by argon gas that is injected into the forming chamber. Since the argon gas acts as the second die half, mated tooling is not required. Although cycle times are slower with SPF (20-40+ minutes), the process can result in dramatic material elongations.
In many cases, dedicated hot forming presses also have the ability to perform SPF operations without drastic modifications.
Cold Forming Titanium
Manufacturers tend to use cold forming for titanium applications primarily because it is a process they already know. Dedicated machinery isn’t required, PPE is simple, and perceived cycle times are typically lower than other methods because heating of the material is not a factor. While the shorter cycle times are appealing, they do not take into account the extra time needed for secondary finishing applications (annealing, flanging, trimming, etc). Additionally, due to the elongation characteristics of titanium, springback, galling, and cracking are common by-products during cold forming. To overcome these adverse effects, cold forming presses used in titanium forming require very high tonnages (1000+).
Choosing the Right Partners
While all of the above processes can result in quality titanium parts, the machinery you choose will ultimately determine your success. As with any new forming operation, it is important to evaluate several machinery OEMs and choose a partner who completely understands your manufacturing processes, expectations, and application requirements. For more information on hot forming or titanium forming, download our free guide to hot forming with titanium or contact our experts.
FAQ: Hot Forming Titanium
Can I convert a cold forming machine into a hot forming machine?
Yes, but a cold forming machine that has been retrofitted to perform hot forming operations lacks controls sophistication, efficiency features, and safety equipment. In addition, structures and components on cold forming machines have not been engineered to withstand the extremely high temperatures inherent in the hot forming process. This increases maintenance costs and the likelihood of operator injury.
How are the platens heated in a hot forming press?
All Beckwood hot form / SPF machines are equipped with multi-zone electric cartridge heaters installed in gun-drilled passages. Embedded thermocouples provide temperature feedback and measure atmospheric temperature, and thermocouple receptacles can be used to measure and record tool temps. This configuration offers uniformity within +/-10°F and allows the user to program temperature off-sets across the length and width of the platen.
What is the recommended start-up and cool-down procedure for the press?
To minimize thermal cycling of the press and its platens as much as possible, heating and cooling in a controlled and gradual manner is necessary. For heating, the general rule is 200°F per hour. For cooling, the standard accepted procedure is turning the heat off, closing the doors, and letting the insulated press naturally cool to an ambient temperature over a long period of time.
How are tool changes performed on a hot forming press?
Tool changes are very similar to other two-piece tool change processes; the main difference is the temperature of the incoming tool. Preheating the tool as much as possible will prevent thermal shock on the platens. If preheating a tool outside of the machine isn’t practical, then putting the tool in the press on steel tubing for a period of time to preheat it before attaching it to the platens is recommended.
What level of control will we have over the hot forming process?
Beckwood’s comprehensive controls platform is designed specifically for high-temperature forming. Recipe handling, cycle profile programming, and remote support are all standard. Data can be stored locally or uploaded to your network, and off-site programming allows engineering or process managers to download recipes directly into the machine for each specific part and production cycle.
How strong is the part when it leaves the press?
The finished parts aren’t as soft as you might think. Typically, the end-user doesn’t need to worry about imprinting material handling features onto the part when removing it from the hot form press. Because the change in temperature between the machine and the ambient plant floor is so significant great, the part cools to a non-soft state almost immediately when the door opens.
What type of safety equipment and PPE is needed on a hot forming press?
In most cases, basic PPE is required for the operator including heat resistant gloves, arm covering, and eye shield. Perimeter guarding and light curtains can be added to the press and workcell to prevent unauthorized personnel from contacting the machine.